Parametry spawania laserowego – ustawienia i przykłady
Praktyczna karta ustawień dla spawarek laserowych 4w1: spawanie, cięcie, czyszczenie oraz praca z podawaniem drutu.
Dobrze dobrane parametry spawania laserowego mają bezpośredni wpływ na jakość spoiny, głębokość przetopu, stabilność pracy i szybkość produkcji. Poniżej znajdziesz opis najważniejszych ustawień oraz przykładowe wartości, które mogą pomóc w pierwszej konfiguracji urządzenia.
Najważniejsze parametry spawania laserowego
Przy ustawianiu spawarki laserowej operator powinien zwrócić uwagę przede wszystkim na moc lasera, prędkość spawania, szerokość wiązki, częstotliwość pracy, gaz osłonowy oraz parametry podawania drutu. Każdy z tych elementów wpływa na końcową jakość spoiny.
Moc lasera
Decyduje o głębokości przetopu. Zbyt niska moc może powodować słabe połączenie, a zbyt wysoka — przepalenia materiału.
Prędkość spawania
Wpływa na wygląd i stabilność spoiny. Zbyt duża prędkość może skutkować brakiem przetopu.
Szerokość wiązki
Określa szerokość spoiny. Większa szerokość ułatwia prowadzenie przy szerszych szczelinach.
Gaz osłonowy
Chroni spoinę i stabilizuje proces. Najczęściej stosuje się argon lub azot.
Panel ustawień parametrów spawania
W nowoczesnych spawarkach laserowych parametry ustawia się bezpośrednio z poziomu panelu sterowania. To tutaj operator może zmienić między innymi prędkość skanowania, szerokość wiązki, moc szczytową oraz częstotliwość.
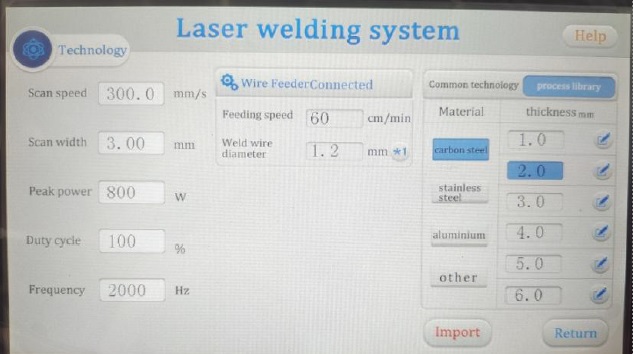
Zakresy podstawowych parametrów
Przy szerokości skanowania ustawionej na 0 wiązka pracuje punktowo. W praktyce typowe ustawienia szerokości dla spawania mieszczą się często w zakresie około 2,5–4 mm, zależnie od materiału i rodzaju spoiny.
Przykładowe ustawienia spawania laserowego
Poniższa tabela ma charakter orientacyjny. Ostateczne ustawienia należy zawsze dopasować do rodzaju materiału, grubości, jakości przygotowania powierzchni, typu spoiny oraz doświadczenia operatora.
Ustawienia podajnika drutu w spawarce laserowej
Przy spawaniu z materiałem dodatkowym bardzo ważne jest prawidłowe ustawienie podajnika drutu. Zbyt szybkie podawanie może powodować nadmiar materiału i niestabilny spaw, a zbyt wolne — brak odpowiedniego wypełnienia szczeliny.

Gaz osłonowy i ciśnienie
Gaz osłonowy chroni spoinę i wpływa na stabilność procesu. W spawarkach laserowych najczęściej stosuje się argon lub azot. Zalecane ciśnienie robocze według instrukcji wynosi około 0,1–0,15 MPa.
Spawarka laserowa 4w1 – więcej niż spawanie
Spawarki laserowe 4w1 umożliwiają pracę w kilku trybach: spawanie, cięcie, czyszczenie powierzchni oraz spawanie z podawaniem drutu. Dzięki temu jedno urządzenie może obsługiwać kilka procesów produkcyjnych.
łączenie elementów metalowych
precyzyjne rozdzielanie materiału
usuwanie rdzy i zabrudzeń
wypełnianie szczelin i spoin
Najczęstsze błędy przy ustawianiu parametrów
- zbyt wysoka moc lasera względem grubości materiału,
- zbyt duża prędkość spawania i brak przetopu,
- brak prawidłowego gazu osłonowego,
- źle dobrana szerokość wiązki,
- nieprawidłowa prędkość podawania drutu,
- brak testu na próbce materiału przed właściwą pracą.
Potrzebujesz pomocy w doborze parametrów?
Skontaktuj się z CEL-CUT – pomożemy dobrać spawarkę laserową 4w1 oraz ustawienia pod konkretny materiał, grubość i zastosowanie.
Skontaktuj się